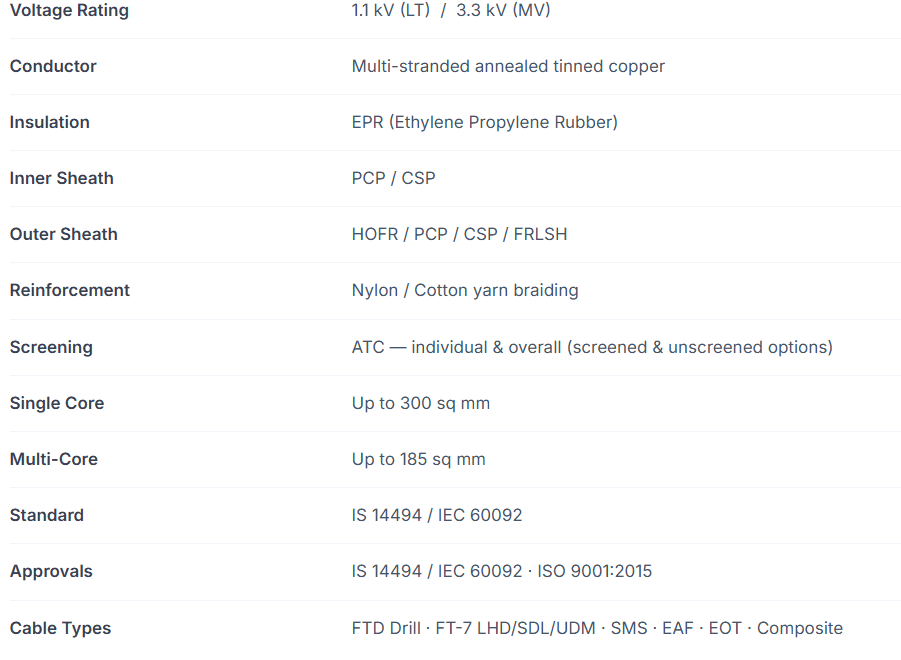
Trailing cable price per metre depends on conductor size (sq mm), voltage rating (1.1 kV or 3.3 kV), number of cores, sheath compound (HOFR, PCP, CSP, FRLSH), and whether the cable is screened or unscreened. A standard 3-core 1.1 kV EPR trailing cable in commonly used sizes is priced competitively factory-direct from BMI — with no distributor margin. For an accurate price per metre for your specific size and application, fill in the quote form above — we respond within 4 hours.